- Next project: updated mount for Z axis homing sensor
Purpose
I have a 4th axis on (both) my CNC milling machine(s).I want a home switch that indicates a perfect 0°.
So I can stop a job, switch off the machine and later home all 4 axis to their homing switches, jog to the last position and continue the program.
Later I'd like to do the same for a planned 5th axis.
Status
Ordered the sensor. Not started doing it yet. Stay tuned... (this blog posting will be updated)Hardware choices
This is my 4th axis. (50:1 harmonic drive gearbox with a K11-100mm 3 way chuck attached.)

This is the sensor "Finglei Electric LJ8A3-2-Z/BX-5V" (5V NPN induction sensor) I'd like to mount as a home switch.
Why inductive?
The sensor needs to not block the movement of the 4th axis past 360°.For a simple, mechanical switch that can be solved by attaching a ramp to the disc.
However it also needs to allow movement in the opposite direction. That doesn't work well with mechanical switches.
Optical switches can get confused by dust and shavings.
So I have chosen an inductive sensor as the most reliable and simple option.
Cabling
I have taken my information from this tutorial and this discussion.
- connect blue to GND
- connect brown to +5V supply voltage for the sensor (I could have used a 48V sensor but I wanted to play it safe)
- connect the remaining black wire to +5V via a 100KOhm pull-up resistor
- and also connect the black wire to the input.
Note:
You can't use the +5V from the stepper-enable outputs to drive the sensor inputs.
(e.g. for a tool-height probe).
I had to add an extra 5V supply just for that existing tool-height probe.
Mechanical
My plan is to
3D print a mount for the sensor on the side of the gear box.(Possibly using the slots that already mount the gear box to the table to not accidentally drill into the gears inside)
Then attach a modified wascher to one of the bolts securing the chuck to the plate to detect when it passes the sensor once every 360°

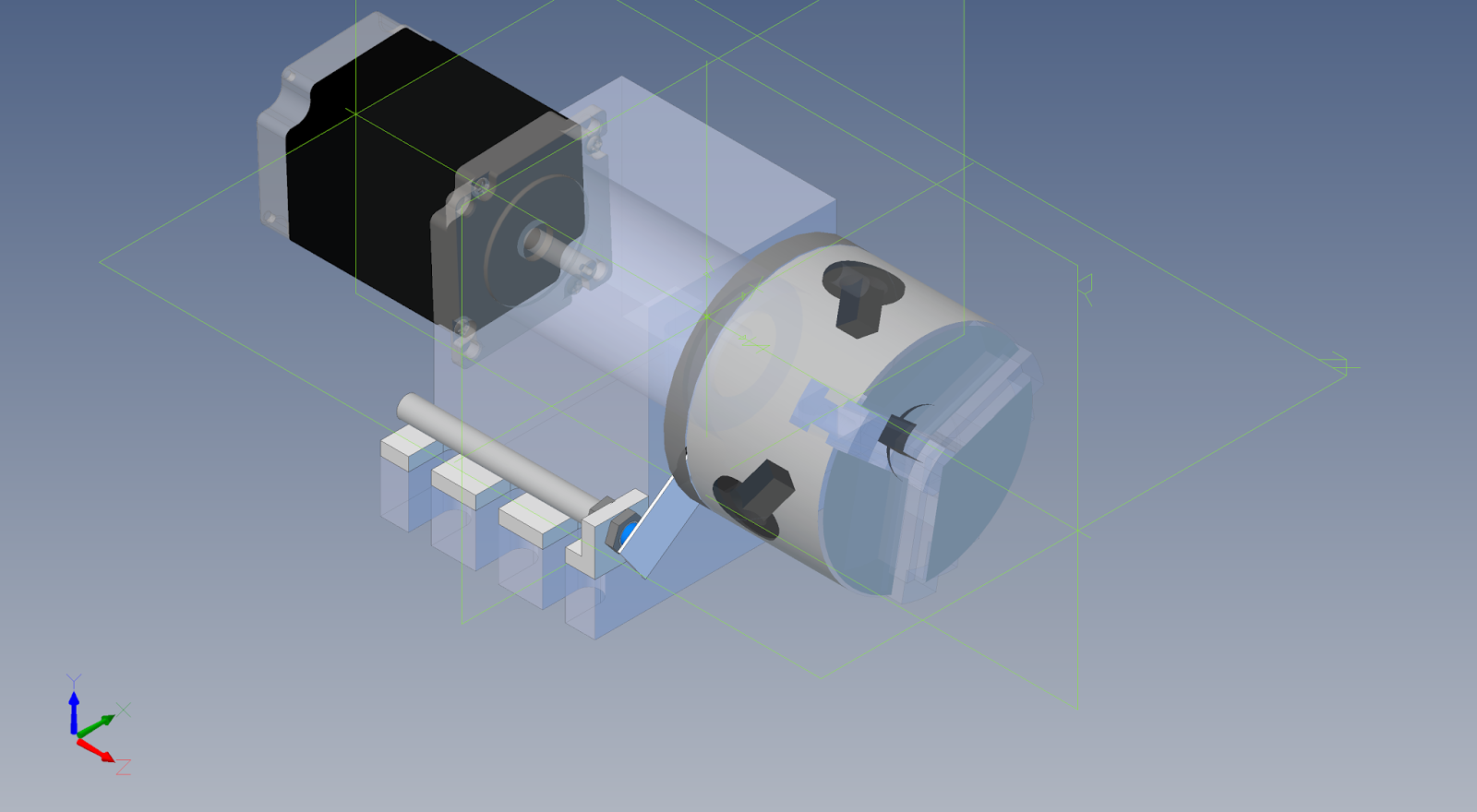
The sensor must have a gap of no more then 2mm to it's metal target.



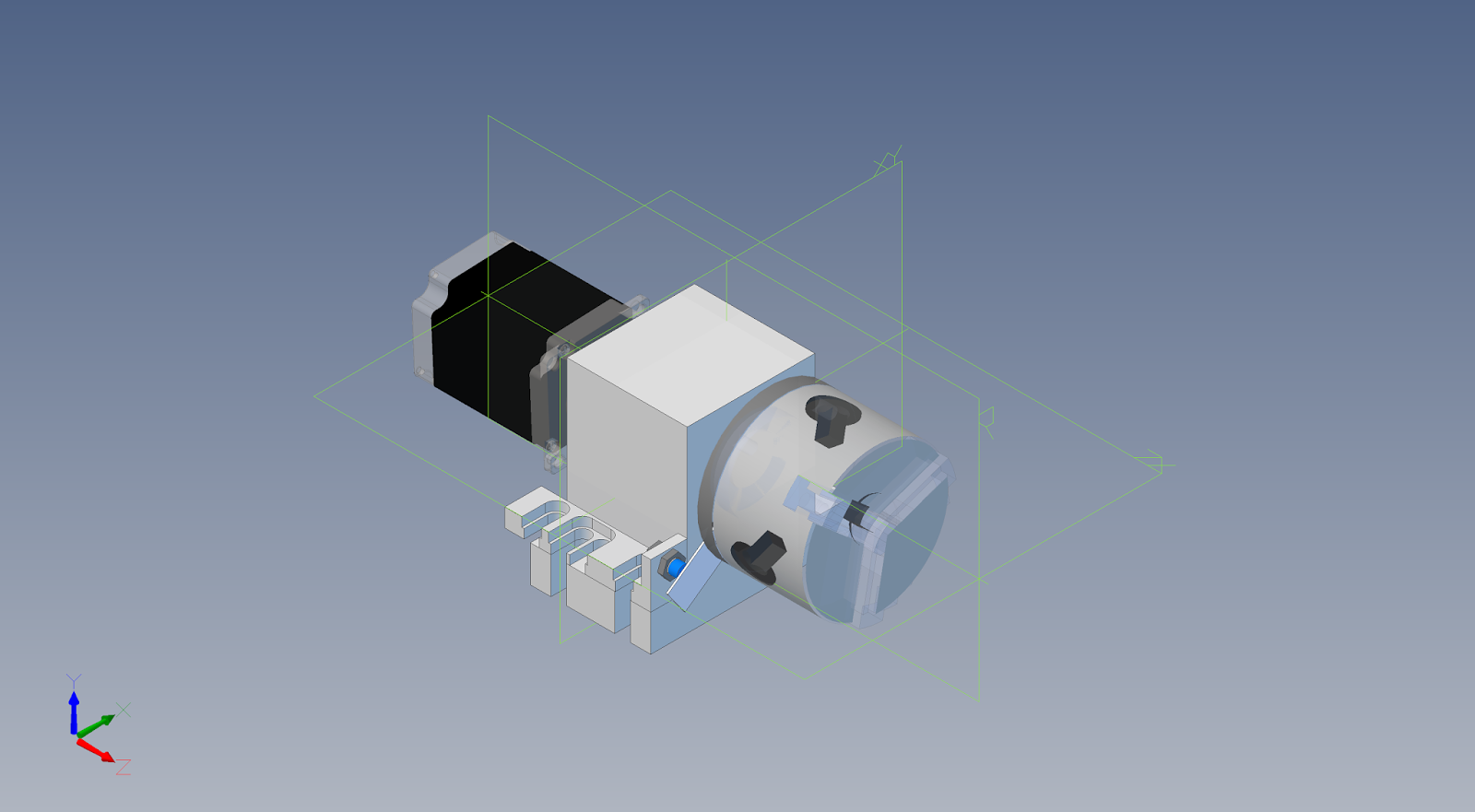
Here is the 3d printable design of the sensor holder:
Keine Kommentare:
Kommentar veröffentlichen